
TC Rolls & Covers not only offers new covering, finishing and maintenance services; also including advising, optimization and troubleshooting on its range of products. One of its latest projects was press section reform at Grupo Cartopel PM1 (Cuenca – Ecuador).
In this case, TC served its calculation tool system to study different machine upgrading ways and presented to the customer several options. With only introducing general machine data and specific roll position/section data, simulation software compares potencial solutions considering paper machine information with different cover properties to obtain the best solution according to customer requirements.
At Cartopel Cuenca PM1, TC Rolls & Covers concluded that the best way to upgrade machine production according project initial investment and return over investment was modifying press section. PM1 machine study started on year 2021 and machine with reforms included started its production on October 2022.
Data measured before project
- Couch Exit. Dryness: 20%.
- Pick-Up Press. Linear Pressure: 30 kN/m – Operational Pressure: 25 bar – Dryness: 32%.
- 1st Press Set. Linear Pressure: 100 kN/m – Operational Pressure: 28 bar – Dryness: 40% – Top Press cover: TC ED20 – Bottom Press cover: TC LS1551 – blind drilled and 21% open area.
- 2nd Press Set. Linear Pressure: 160 kN/m – Operational Pressure: 80 bar – Dryness: 42,5 % – Top Press (covered with TC ED20) – Bottom Press (covered with TC LS1551 – blind drilled and 21% open area). After calculations, TC Rolls & Covers simulations concluded that it would be possible to rise maximum dryness after 2nd Press Set until 45,6 % (+ 3%).

Project goal and previous considerations
Increase 1st NIP exit dryness 3 points maintaining current value 160 g/m2.
- 1st Bottom Press felt exit value: 876 g/m2 water.
- Possibility to increase Top Press open area surface didn’t take into account; not enough estructure space for dewatering.
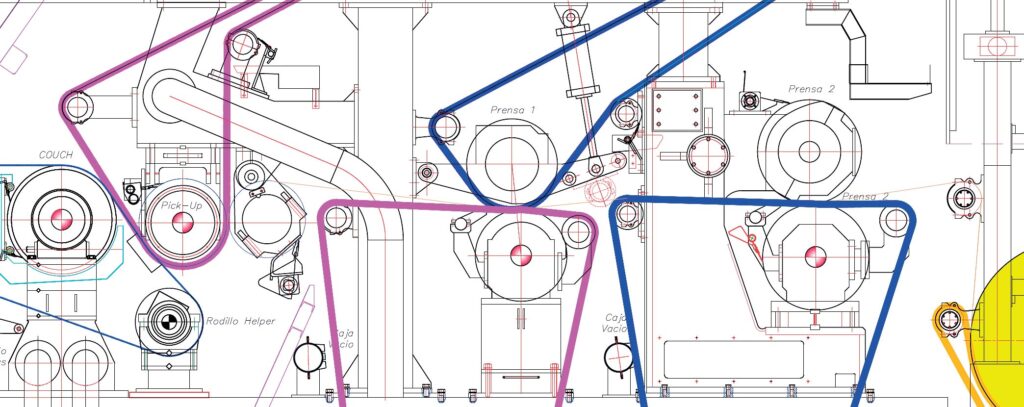
Reform works done
Grupo Cartopel. Top circuit reform for top felt cleaning optimization.
TC Rolls & Covers. Press diameter increasement maintaining same bearings and working linear pressure 160 kg/cm – 1st Top Press: Ø 705 mm to Ø 750 mm – 1st Bottom Press: Ø 715 mm to Ø 770 mm – 1st Top Press covering: PUR TECTHANE 10 (Ø 750mm x 3.250 mm length – helical grooved and 24,24% open area) – 1st Bottom Press covering: PUR TECTHANE 10 (Ø 750mm x 3.250 mm length – blind drilled and helical grooved and 40,15% open area).
Results obtained
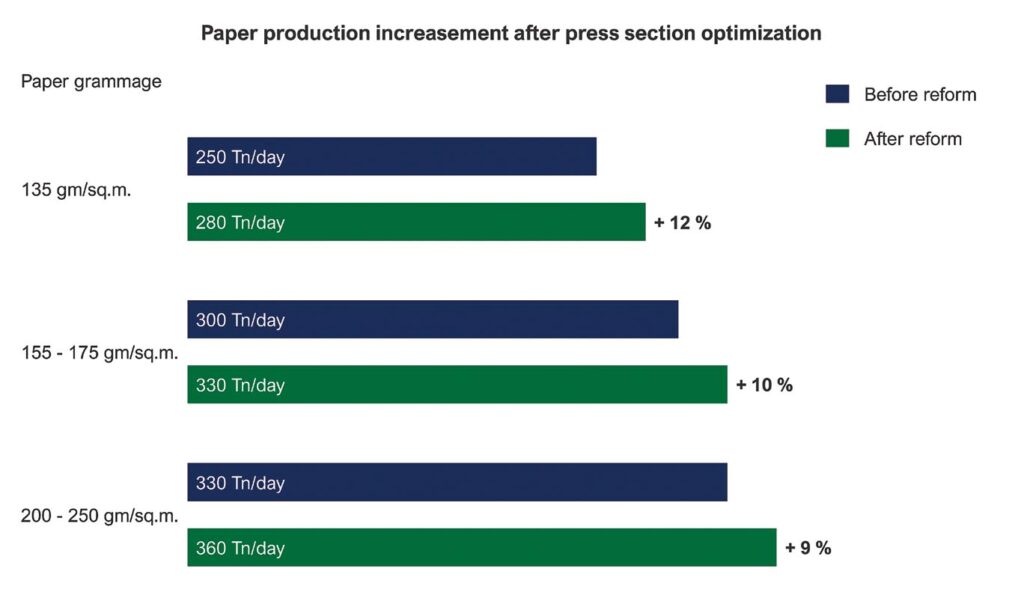
- Paper width usually produced at Cartopel Cuenca PM1: 2,75-2,8 m.
- Paper production at Cartopel Cuenca PM1: 135 gm/sq.m: Before project 250 Tn/day – After project 280 Tn/day (increasement + 12%). 155-175 gm/sq.m: Before project 300 Tn/day – After project 330 Tn/day (increasement + 10%). 200-250 gm/ sq.m: Before project 330 Tn/day – After project 360 Tn/day (increasement + 9%).
Runability benefits obtained
- Paper production increasement with same resources.
- Dryness and quality paper increasement.
- Operability and maintenance costs reduction.
- Time between press grinding increasement.
INVOLVED PARTS
Grupo Cartopel is a papermaker and boardmaker company located in Ecuador with 4 different paper and board machines located in Guayaquil, Cuenca and Machala. Since 1990 it produces quality paper and board in grammages between 135 and 250 g/m2 and it exports its products mainly around Latin America and Europe.
TC Rolls & Covers supplies different polyurethane, composites, rubber and thermal spraying roll covers for every paper machine position since 1961. In addition it provides full maintenance services and optimization services working on rolls with different covering materials, finishing patterns or crowning and offering advising with simulation software programs and technical runability calculation tools.



