di: Carta&Cartiere
La prima sessione del convegno MIAC Tissue ha messo al centro le più recenti innovazioni tecnologiche dedicate alla produzione di carta tissue, con un focus concreto su efficienza energetica, sostenibilità ambientale e ottimizzazione dei processi.
Attraverso l’intervento di aziende leader del settore sono state presentate soluzioni avanzate per la raffinazione delle paste, la gestione del vuoto, la profilatura dell’umidità, la disidratazione, la pulizia e il riciclo dei materiali.
Il convegno – che si è svolto durante la mattinata della seconda giornata di MIAC 2025 – ha evidenziato come l’approccio integrato all’efficienza produttiva e alla riduzione dei consumi di acqua, energia e materie prime rappresenti una leva strategica per affrontare le sfide di mercato, ambientali e sociali, fornendo al pubblico dei partecipanti una panoramica concreta – supportata da casi applicativi – delle tecnologie più promettenti per migliorare la competitività delle cartiere tissue a livello internazionale.
Apertura dei lavori
Il moderatore Arne Kant, Ingegnere cartario in AFRY, ha ricordato che l’azienda è nata nel 2019 dalla fusione tra la finlandese Pöyry e la svedese ÅF. “Oggi è la più grande realtà globale dedicata alla progettazione, ingegneria e consulenza nei settori dell’energia, carta e cellulosa”, ha sottolineato. In particolare, Kant opera in AFRY Management Consulting, la divisione che si occupa degli aspetti economici, commerciali e manageriali del business.

“Le strutture di ingegneria e consulenza lavorano in forte sinergia – ha precisato Kant – come dimostra la realizzazione dello studio per Assocarta sulla decarbonizzazione del settore carta e cellulosa in Italia, presentato durante l’edizione 2024 del MIAC di Lucca.
Lo studio rappresenta anche un ‘ponte naturale’ verso la prima sessione di questo convegno, in cui viene affrontato il tema delle tecnologie avanzate che consentono di ridurre l’impronta di CO2 e, allo stesso tempo, di contenere i costi operativi, illustrando soluzioni legate all’elettricità, all’acqua e ai sistemi di vuoto.
Lo scorso anno – ha affermato Kant – abbiamo ricordato che l’energia più pulita è quella ‘che non si consuma’, e il principio rimane valido anche oggi. Non sempre è facile conciliare sostenibilità e costi, che nel settore cartario sono un fattore decisivo. Ed è proprio per questo che le relazioni del convegno MIAC Tissue illustrano tecnologie e soluzioni che agiscono sui consumi, riducono le emissioni e, allo stesso tempo, permettono di contenere i costi”.
Il valore dell’industria del tissue in Italia
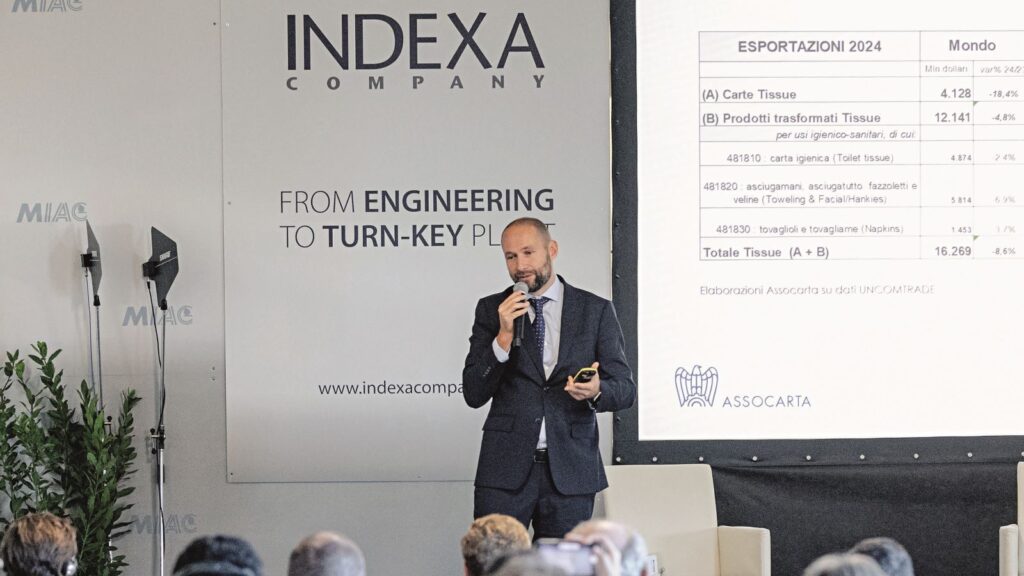
Secondo quanto illustrato da Francesco Pasquini di Lucart, nell’ambito del commercio mondiale del tissue l’Italia si conferma un attore di primo piano. In termini di valore, è il terzo esportatore mondiale dopo Cina e Germania.
Confrontando il 2018, anno pre-pandemia, con il 2024, l’Italia risulta il Paese che ha registrato la maggiore crescita delle esportazioni, raggiungendo una quota del 10,3% del commercio globale. Un risultato che conferma la solidità del tissue italiano, in particolare nel semilavorato.

Nel dettaglio, l’Italia è il secondo esportatore mondiale di bobine tissue, preceduta solo dalla Turchia, che ha beneficiato di importanti investimenti in nuova capacità produttiva. Sul prodotto finito, invece, mantiene la terza posizione a livello globale.
Le categorie maggiormente esportate sono il toweling e gli hankies – asciugamani, asciugatutto e fazzoletti – con una quota del 12,3% delle esportazioni mondiali, seguite dai tovaglioli con il 10,3%. Dal punto di vista geografico, le esportazioni si concentrano prevalentemente in Europa, soprattutto all’interno dell’Unione Europea, ma risultano significativi anche i flussi verso Regno Unito, Svizzera, Nord America e Nord Africa.
La produzione complessiva di carta e cartone italiana si colloca intorno agli 8 milioni di tonnellate (dati CEPI) e il nostro Paese si conferma primo produttore europeo, con circa il 21,5% del totale, seguito da Germania, Polonia e Spagna.
I dati del primo semestre 2025 indicano segnali di rallentamento con un calo del 3% nella produzione di bobine (circa 25-26 mila tonnellate in meno); andamenti simili si riscontrano anche in altri Paesi: Germania -2,5%; Spagna -1,5%, Regno Unito -3,7%. Dopo un 2024 eccezionalmente forte, il 2025 sembra quindi caratterizzato da una fase di normalizzazione, comune a buona parte d’Europa.
Passando agli input produttivi, partendo dalla cellulosa di eucalipto, Pasquini ha rilevato come nei primi tre mesi del 2025 i prezzi siano saliti mentre da aprile in poi abbiano iniziato a scendere, complice una domanda debole non solo in Europa ma anche in Asia. Questa tendenza ha coinciso temporalmente con gli annunci sui dazi americani, che hanno generato instabilità nel mercato delle commodity.
Guardando il prezzo in dollari (quindi al netto dell’effetto cambio), emerge però un dato strutturale: il floor del prezzo della cellulosa sembra essersi spostato verso l’alto. In epoca pre-pandemica il minimo si collocava intorno a 680-700 $/t, mentre oggi questo livello appare più vicino a 1.000 $/t (con un aumento di circa il 47% rispetto al 2021).
Una dinamica simile, ma ancora più accentuata, riguarda le fibre lunghe nordiche dove i prezzi sono strutturalmente più elevati e il floor sembra collocarsi attorno a 1.500 $/t. In questo caso parliamo di un incremento dell’80% rispetto al periodo pre-pandemico.
Infine, l’energia: senza tornare ai picchi del 2022, va sottolineato che nei primi nove mesi del 2025 il prezzo del gas in Italia è aumentato mediamente di oltre il 20% rispetto allo stesso periodo del 2024. Un elemento che continua quindi a pesare sui costi industriali e che va letto insieme all’aumento strutturale dei costi delle fibre. In sintesi, il messaggio chiave può essere così sintetizzato: produzione in rallentamento, consumi sotto pressione, export che regge ma costi strutturalmente più alti per fibre ed energia.

Raffinazione ad alta consistenza delle paste kraft di latifoglia per applicazioni tissue
L’intervento di Andreas Gorton-Huelgerth di Andritz ha evidenziato come la raffinazione sia una fase chiave nella produzione della carta dove la tecnologia a bassa consistenza (LC refining) rappresenta uno standard nella preparazione dell’impasto.
Negli ultimi anni però, alcune cartiere asiatiche hanno introdotto con successo la raffinazione ad alta consistenza (HC refining) anche per le paste da latifoglia, tipicamente eucalipto, con l’obiettivo di ridurre l’uso di fibra lunga importata e contenere i costi. Questa tecnologia, ispirata ai processi per carta da sacco, modifica internamente le fibre riducendo il taglio e la generazione di fini, favorendo una maggiore porosità e morbidezza del tissue.
La raffinazione a bassa consistenza, tipicamente effettuata con una concentrazione delle fibre compresa tra il 3,5% e il 5%, mira principalmente alla fibrillazione esterna, all’allungamento e alla distensione delle fibre. Questo processo consente di migliorare il carico di rottura e la densità del foglio. Il gap di lavoro tra le piastre è ridotto, generalmente tra 0,1 mm e 0,2 mm.
La raffinazione ad alta consistenza si caratterizza invece per un’azione interna sulla fibra. Con consistenze comprese tra il 25% e il 35% e un gap tra le piastre più ampio (0,4 mm – 2 mm), questo processo genera fibrillazione interna, arricciamento e microcompressioni delle fibre. Le fibre, preservate nella loro lunghezza, vengono sottoposte prevalentemente a forze di frizione e non a taglio, come avviene nella raffinazione a bassa consistenza. Il risultato è una maggiore flessibilità delle fibre e un diverso contributo alle proprietà finali del prodotto.

Questa tecnologia è stata considerata anche per il tissue con un obiettivo preciso: ridurre il contenuto di fibre lunghe nella composizione dell’impasto, soprattutto in contesti – come Cina e Sud-Est asiatico – in cui queste fibre risultano ampiamente disponibili, ma caratterizzate da costi variabili.
L’adozione dell’alta consistenza permette di valorizzare il potenziale di resistenza della polpa di eucalipto, mantenendo – e in alcuni casi migliorando – i principali parametri qualitativi del tissue quali la morbidezza e l’hand feel. Il sistema prevede un processo di pulping ad alta consistenza: attraverso una pressa a vite, si passa da una consistenza iniziale del 5% a circa il 26-28%.
Successivamente, l’impasto è alimentato verso il raffinatore tramite una coclea. Il raffinatore ad alta consistenza opera con produzioni fino a 350 ton/giorno e un consumo energetico che può raggiungere 90 kWh per tonnellata. Le piastre di raffinazione sono progettate specificamente per questo tipo di applicazione.
I vantaggi principali del sistema sono riassumibili in un carico di rottura comparabile a quello ottenuto con la raffinazione a bassa consistenza; una migliore flessibilità delle fibre grazie alla fibrillazione interna; un incremento della morbidezza e del bulk del prodotto finale; una ridotta formazione di polveri, poiché l’azione meccanica comporta meno taglio delle fibre e infine una maggiore durata delle piastre, che può raggiungere un anno.
L’esperienza operativa ha confermato questi risultati: nelle produzioni di tissue a basse grammature, il contenuto di fibre lunghe è stato ridotto dal 21% a meno dell’11%, mantenendo pressoché invariati i valori di carico di rottura nelle direzioni macchina e trasversale. Il vantaggio economico deriva principalmente dal risparmio sulle fibre, stimato in circa 26 euro per tonnellata. Nonostante il maggiore fabbisogno energetico, il risparmio complessivo si attesta a circa 1,24 milioni di euro l’anno, considerando i valori energetici di riferimento. È evidente che tali stime devono essere adattate ai costi energetici e alle condizioni operative di ciascun impianto e il risparmio effettivo va stimato caso per caso.
In conclusione, la raffinazione ad alta consistenza è stata introdotta con successo nella produzione di tissue. Il principale fattore abilitante è la possibilità di ridurre in modo significativo l’utilizzo di fibre lunghe all’interno dell’impasto, mantenendo al contempo elevati standard qualitativi.
Coperture forate per casse d’aspirazione: miglioramento delle prestazioni e casi applicativi
Maurizio Tomei di Oradoc e Michele Iardella di Smurfit Westrock Ania hanno spiegato come le moderne macchine per carta siano chiamate a operare a velocità sempre più elevate, garantendo al contempo flessibilità produttiva e livelli qualitativi costanti e sempre più elevati.

per casse d’aspirazione.
Per raggiungere tali obiettivi è indispensabile ridurre la presenza di acqua nel processo, agendo in particolare sugli elementi in cui l’acqua è più critica.
In questo ambito risultano fondamentali due parametri: il materiale delle coperture (principalmente ceramica o plastica, scelti in funzione della posizione, della velocità e di altre condizioni operative) e il design del componente, che negli ultimi anni ha visto importanti evoluzioni grazie a geometrie specifiche in grado di incrementare le prestazioni.
L’adozione di coperture forate in ceramica – derivate dalla progettazione delle listelle per applicazioni su casse aspiranti tipo Uhle, ma più in generale su ogni tipo di cassa aspirante – consente di ottenere prestazioni di aspirazione efficienti (come nel condizionamento dei feltri o nella disidratazione sulla tela) operando agli stessi livelli di vuoto.
Queste coperture, disponibili in un’ampia gamma di configurazioni personalizzate e materiali, contribuiscono a significativi risparmi energetici e a un’estensione della vita utile di feltri e tele.
Il miglior supporto per feltri/tele e la geometria ottimizzata dei fori consentono tempi di contatto più efficaci, garantendo una disidratazione più uniforme e delicata, riducendo lo “stress” meccanico sui tessuti. Rispetto ad altre coperture forate rivestite, le versioni in ceramica offrono una maggiore durata e possono essere riprofilate più volte a costi contenuti, prolungandone ulteriormente la vita operativa. Inoltre, questa tecnologia è compatibile con l’utilizzo di feltri cuciti (seamed felts) e contribuisce a mantenere l’apertura del feltro, riducendo così la necessità di interventi di pulizia chimica.


Un caso di studio significativo è stato condotto da Oradoc presso uno dei più importanti produttori mondiali di carta per imballaggio, Smurfit Westrock Ania: l’installazione ha riguardato il feltro in zona di condizionamento, dove la precedente copertura ceramica (con listelle) è stata sostituita da una copertura forata, registrando da subito un incremento di diversi punti percentuali nella vita utile del feltro.
Lo stabilimento di Ponte all’Ania dispone di due macchine continue: PM2 (larghezza 2,5 m, velocità massima 700 m/min) e PM3 (larghezza 2,7 m, velocità massima 820 m/min), con grammature comprese tra 120 e 230 g/m². Il progetto realizzato riguarda la PM2, è stato avviato nel dicembre 2023 e da allora è operativo senza alcuna criticità.
Per quanto riguarda i vantaggi della soluzione, dal confronto tra la configurazione standard e la nuova copertura di aspirazione perforata sono emersi alcuni benefici significativi: aumento dell’aspirazione (a parità di larghezza della copertura, la nuova geometria, caratterizzata da più fori distribuiti sulla superficie, consente di ampliare l’area effettiva di aspirazione; maggiore qualità del tessuto durante la fase di aspirazione (la superficie perforata permette al feltro di mantenere un contatto più uniforme, evitando pieghe e stress localizzati che si verificano nel design tradizionale); riduzione del consumo energetico (la riduzione dell’area che richiede vuoto comporta un minor utilizzo di aria e, di conseguenza, una diminuzione del fabbisogno energetico).
Inoltre, la minore superficie di contatto tra tessuto e copertura genera una riduzione delle frizioni complessive. Per quanto riguarda i prossimi passi, Smurfit Westrock Ania è pienamente soddisfatta dei risultati ottenuti sulla PM2 e per questo ha deciso di procedere con l’installazione di una copertura perforata anche sulla PM3.

Tecnologie d’eccellenza per il sistema di vuoto della macchina continua
Mario Battiston di Runtech Systems ha presentato l’azienda come fornitore globale di sistemi ingegnerizzati per l’industria della cellulosa e della carta che collabora con i clienti per comprendere e controllare al meglio le loro condizioni operative, così da massimizzare l’efficienza e la convenienza economica.
Nel settore cartario, variabili operative come velocità della macchina, grammatura e condizioni dei feltri cambiano costantemente, rendendo inefficace un’impostazione fissa del vuoto. Le macchine continue dispongono spesso di sistemi di vuoto sovradimensionati, con una capacità inutilizzata fino al 60%.

Per affrontare le sfide legate ai costi operativi e alla disponibilità del personale, Runtech ha sviluppato il nuovo RunEco EP650 AMB (Active Magnetic Bearings), dotato di cuscinetti magnetici attivi, già collaudati con successo sul modello EP1000. Questa tecnologia consente un funzionamento senza attrito e senza lubrificanti, riducendo la manutenzione e il rischio di perdite d’olio.
Il sistema turbo di Runtech permette di ottenere risparmi energetici molto importanti. In base alle condizioni dell’impianto di aspirazione esistente, il saving può andare dal 30% fino al 70% rispetto alle tecnologie tradizionali.
E oltre al risparmio energetico, contribuisce anche alla riduzione del consumo d’acqua e delle emissioni di CO2, un elemento sempre più richiesto dai Paesi europei. Il motivo è semplice: il turbo lavora completamente a secco, senza alcun consumo d’acqua.
Il sistema opera con velocità variabile da 0 a 2.000 rpm, ed è molto facile da ottimizzare. Grazie alla sua flessibilità, consente di individuare rapidamente il livello di vuoto ottimale per ciascuna macchina.
La normativa europea richiede inoltre l’adozione delle Migliori Tecniche Disponibili, le cosiddette prescrizioni BAT della Direttiva UE sulle emissioni industriali. Il turbo Runtech soddisfa pienamente questi requisiti, così come verificato da uno studio europeo indipendente, pubblicato dalla Commissione Europea. In più, in alcuni Paesi l’utente finale può ottenere anche un incentivo governativo – come i Certificati Bianchi in Italia – che sono molto apprezzati anche all’estero.
RunEco Vacuum System integra tecnologie come il controllo automatico della velocità, assenza di acqua di tenuta e recupero del calore. I dati di installazione evidenziano un risparmio energetico medio del 45%, con oltre 1.100 Turbo Blower venduti nel mondo, di cui oltre 100 su macchine tissue. Questo equivale a un risparmio annuo di 2,6 TWh e a 781.000 tonnellate di CO2 in meno.
Il turbo può lavorare dal 0% al 100% della velocità senza limitazioni e ciò lo rende estremamente versatile. Inoltre, il sistema è in grado di misurare anche il drenaggio interno della macchina, ottimizzando in tempo reale i livelli di vuoto; un vantaggio importante che permette di ridurre ulteriormente il consumo energetico.
Anche il design è studiato per facilitare l’installazione: è compatto, può essere montato in spazi ridotti e non richiede scatole di ingranaggi, perché il motore è integrato nel corpo del turbo.
Per quanto riguarda la manutenzione, è davvero semplice e veloce. Il cambio può essere effettuato durante un normale fermo macchina e spesso è sufficiente un tecnico meccanico del cliente. Infine, un altro punto importante riguarda la gestione delle portate. A differenza delle pompe ad anello liquido, non è necessario strozzare valvole o aprire valvole di sfiato: quindi niente sprechi di energia.
Innovare l’approccio al profiling per ottimizzare la produzione di carta tissue e ridurre i consumi energetici
Luigino Furlan di Valmet ha messo in guardia sul fatto che, quando il profilo di umidità presenta delle irregolarità, le ripercussioni siano molte e quasi sempre negative. Nella maggior parte dei casi non è possibile far funzionare la macchina alla massima velocità e quando si producono carte con basso carico di rottura, gestire la linea diventa ancora più difficile, se non impossibile.
Un profilo non uniforme costringe infatti ad asciugare eccessivamente la carta, con effetti che si ripercuotono anche sullo Yankee: si creano problemi di protezione del monolucido, che richiede revisioni più frequenti, e di conseguenza cambia anche la crespatura. Insomma, un singolo punto critico può generare una catena di complicazioni.

Per fare un esempio concreto, in un profilo di umidità con una differenza picco-picco del 3,3% tra la zona più umida e quella più secca, gli impatti operativi diventano immediati. I costi possono crescere in modo significativo: può essere necessario aggiungere più fibre rispetto alla percentuale d’acqua desiderata in tela e anche l’energia richiesta per togliere quell’1% di umidità in più diventa un fattore di spesa. Lo stesso vale se, invece di raggiungere il 6% di umidità come previsto, ci si deve fermare al 5%, oppure se la velocità di macchina deve scendere a 50 metri al minuto: ogni deviazione ha un costo.
A ciò si aggiunge il costo delle revisioni dello Yankee, rese più frequenti da un profilo non corretto. In definitiva, è difficile quantificare con precisione tutte le perdite energetiche e operative legate a un cattivo profilo di umidità.
Considerando come base di calcolo una macchina da 222 ton/giorno, si possono stimare come costi aggiuntivi della fibra fino a 570.000 €/anno, come consumo energetico aggiuntivo fino a 145.000 €/anno, per velocità macchina ridotta di 50 m/min a causa di rotture dei fogli fino a 95.000 €/anno, per rimacinazione YD aggiuntiva a causa di strato di vernice non uniforme fino a 55.000 €/anno e infine costi elettrici aggiuntivi per la caduta di pressione delle serrande di profilatura della cappa fino a 67.000 €/anno.
La profilazione attuale è un sistema semplice, ma presenta dei limiti evidenti. In un profilo non corretto è piuttosto facile aumentare l’umidità nelle zone troppo secche: basta ridurre la pressione e diminuire la velocità di impingement; in questo modo l’umidità in quelle aree sale rapidamente. Ciò che invece risulta difficile è ridurre i picchi di umidità. Per farlo bisogna aumentare la velocità delle ventole di circolazione e chiudere diversi umidificatori nelle zone in cui la carta è già troppo secca.
Sono però interventi poco efficienti e spesso insufficienti a ottenere un profilo stabile. Per questo Valmet presenta il nuovo sistema Advantage™ AirCap™ Pro. Il concetto chiave è già nel nome, dove Pro sta per profilazione. La carta non viene più profilata agendo sulla velocità di impingement ma variando la temperatura dell’aria che colpisce il foglio, grazie a una miscela controllata di aria calda e fredda.
Il sistema rappresenta una soluzione rivoluzionaria, in grado di regolare localmente la temperatura dell’aria fornita dalla cappa alla carta, intensificando il calore e l’asciugamento nelle zone in cui la carta risulta più umida della media.
Al contrario, il sistema riduce temperatura e intensità di asciugamento nelle aree più secche, ottenendo un profilo di umidità più uniforme all’uscita dell’arrotolatore.
Advantage™ AirCap™ Pro offre numerosi vantaggi: profilatura avanzata della carta con ottime prestazioni, raddoppiando l’efficienza delle cappe convenzionali grazie alla regolazione simultanea della temperatura e della velocità dell’aria (raggiunge inoltre temperature di asciugatura più elevate nei punti in cui è necessario, superando le capacità delle cappe convenzionali); integrazione semplice e immediata (si integra facilmente nelle macchine tissue esistenti); efficienza energetica (riduce le perdite di energia elettrica attraverso gli attuatori di profilazione e diminuisce il consumo di gas dei bruciatori abbassando la temperatura media dell’aria necessaria per l’asciugamento).
Considerando i costi energetici tipici di una macchina di grande dimensione, il risparmio ottenibile con AirCap™ Pro rispetto alle cappe convenzionali può arrivare fino a 450.000 euro all’anno. Naturalmente, in macchine che presentano profili con estremità asciutte il vantaggio è meno significativo, perché in questi casi la profilazione richiede interventi più limitati.

Come ottenere un reale risparmio di acqua e energia nella produzione di carta tissue
Ludovic Veyre di Kadant ha ricordato come l’acqua sia una risorsa molto preziosa. Anche se vista dallo spazio la Terra appare quasi interamente blu, la quantità reale di acqua dolce disponibile è sorprendentemente piccola: appena lo 0,2% della massa totale, e solo il 7% di questa è effettivamente potabile.
Nel settore del tissue esiste una relazione cruciale con l’acqua: ne abbiamo bisogno per la produzione, ma allo stesso tempo dobbiamo limitarne l’uso, riciclarla e gestirla con intelligenza lungo tutto il processo; per questo è essenziale adottare soluzioni che non solo garantiscano efficienza operativa, ma che siano anche sostenibili e misurabili nei risultati.
Inoltre, in una cartiera tipica incontriamo spesso nebbia, carichi batterici, rischi di legionella e contaminazioni che influiscono sulla qualità della carta e sulla sicurezza degli operatori. È essenziale evitare l’accumulo di sostanze adesive sul tessuto e anche con il getto d’acqua tradizionale, una pulizia inefficace può creare fori nella carta, ridurre la qualità del prodotto finito e aumentare i consumi energetici.

Per tutti questi motivi Kadant presenta un’innovazione nel campo della pulizia dei tessuti grazie al sistema M-clean™ che è in grado di ottenere i migliori risultati di pulizia nella produzione del tissue, riducendo allo stesso tempo i consumi di energia e acqua rispetto ai metodi attualmente più diffusi.
Questa soluzione si basa su un sistema combinato di estrazione ad alta pressione dell’acqua e vuoto dinamico, in grado di assicurare una pulizia profonda ed efficiente, riducendo sensibilmente il consumo di risorse. Il cuore della tecnologia è un vuoto dinamico che raccoglie le contaminazioni e tutte le sostanze adesive presenti sulla carta; allo stesso tempo, il sistema consente di visualizzare in tempo reale ciò che sta accadendo.
Il principio è semplice: la cassa è progettata per sfruttare un angolo specifico di pulizia, dove si crea un vortice. L’acqua impatta il tessuto e genera un flusso dinamico che trascina le contaminazioni verso l’esterno. Tutto il materiale rimosso viene convogliato in un ciclone, dove avviene la separazione tra le particelle adesive, le goccioline e la colonna d’acqua.
Le sostanze contaminanti si depositano nella parte bassa della cassa, mentre l’acqua più sporca rimane in superficie. Con una singola operazione siamo in grado di rimuovere 5-6 kg di sostanze adesive, migliorando la qualità del rullo e la continuità di produzione.
Ad oggi questa tecnologia è installata in 39 Paesi, con un’esperienza che parte dal 1996 e circa il 70% delle applicazioni riguarda il tissue, segno di una crescente consapevolezza nel settore. Casi applicativi reali mostrano come l’introduzione del sistema M-clean™ abbia consentito di ridurre il consumo di acqua da 9 m³/h a soli 0,3 m³/h, con un risparmio annuo di oltre 74.000 m³ di acqua dolce. Oltre all’eliminazione efficace degli agenti contaminanti, il sistema contribuisce a una migliore qualità del tessuto, alla riduzione dei fori circolari nei fogli e a un abbattimento fino al 95% del consumo di acqua dolce.
A questi benefici si aggiunge un significativo risparmio energetico, quantificabile in oltre 1.582 kWh al giorno rispetto all’impiego di getti ad ago o docce convenzionali. Grazie alle funzionalità di monitoraggio intelligente e a un ROI dimostrato, M-clean™ è un’evoluzione concreta e sostenibile capace di generare valore in termini di produttività, risparmio e impatto ambientale.
Economia circolare applicata ai feltri di pressatura
Infine, l’intervento di Anne Klaschka di Voith ha evidenziato come il riciclo sia un elemento chiave della strategia di sostenibilità dell’azienda, finalizzato alla conservazione delle risorse e alla riduzione dell’impronta di carbonio. Con il concetto di Circularity for Press Felts, l’obiettivo è creare un ciclo chiuso dei materiali per i feltri di pressa, mantenendo materiali di alta qualità all’interno del ciclo e contribuendo in modo significativo alla tutela dell’ambiente.

In qualità di fornitore integrato, Voith si impegna così a incorporare nella sua strategia il principio cradle-to-cradle anche nel campo del paper machine clothing. In Europa ogni anno 3.700 tonnellate di feltri di pressa usati finiscono in discarica. Per dare un’idea, è l’equivalente di 2.000 automobili o 18 Boeing 747; e questo solo in Europa. A livello globale, la quantità arriva a 15.000 tonnellate all’anno, tra discarica e incenerimento.
Questo significa perdere materiale prezioso e rinunciare a un’enorme opportunità: riutilizzarlo e reinserirlo nel ciclo per creare nuovi feltri e nuove soluzioni.

I feltri di pressa sono costituiti da basi (filati) e da strati di fibra (batt). Anche se la maggior parte dei feltri contiene dall’80 al 100% di poliammide, al loro interno sono presenti molti altri componenti. I poliuretani sono spesso utilizzati e, anche quando un feltro è dichiarato “100% poliammide”, vengono comunque impiegate diverse tipologie di poliammide – PA6, PA66, PA610, PA612. Questa varietà di materiali è esattamente ciò che oggi ci impedisce di chiudere il ciclo e riciclare i feltri in modo davvero sostenibile.
In Voith è emerso chiaramente che per riutilizzare il prodotto alla fine della sua vita utile è necessario partire dal design (Design for recycling). L’obiettivo è creare un ciclo chiuso per riutilizzare il materiale recuperato nei feltri di pressa stessi, senza alcun processo di downcycling.
Questo ha portato a identificare la PA6 come la poliammide più idonea al riciclo chimico, e all’individuazione del partner Aquafil con cui Voith collabora attivamente per la realizzazione del filato rigenerato ECONYL®, un nylon riciclato al 100% da rifiuti post-consumo e pre-consumo.
Da lì è stato analizzato come utilizzare questo filato riciclato per rendere la circolarità un successo: raccogliere i feltri usati, riciclarli e reinserirli in un ciclo continuo. Il design for recycling è dunque l’elemento chiave per abilitare la circolarità. Per affrontare l’elevata impronta di carbonio del nylon vergine, derivato dal petrolio greggio, vengono così utilizzati materiali in poliammide riciclata chimicamente, provenienti da feltri pressa usati e raccolti attraverso un esclusivo programma di riciclo Voith dagli scarti interni di produzione.
Questo concetto garantisce l’utilizzo di materiali riciclabili lungo tutto il processo di sviluppo e produzione del prodotto e rappresenta un passo importante verso la riduzione dell’impatto ambientale.
Voith ha scelto la sostenibilità e la circolarità come una delle caratteristiche chiave della sua strategia senza sacrificare la qualità e le prestazioni del prodotto, consentendo a tutti i produttori di carta di trarre vantaggio da acquisti sostenibili, minori emissioni e riduzione dei rifiuti.

Conclusioni: una visione sistemica per il futuro del comparto
Il quadro delineato dai lavori della prima sessione del MIAC Tissue restituisce l’immagine di un settore che, pur a fronte di una fase di normalizzazione e di costi strutturali per energia e materie prime sensibilmente più elevati rispetto al passato, trova nell’innovazione tecnologica la risposta più efficace per mantenere e consolidare la propria competitività internazionale.
Emerge chiaramente come la sostenibilità non sia più un concetto astratto o un mero adempimento normativo, ma una leva gestionale concreta e misurabile, capace di agire direttamente sulla redditività delle cartiere attraverso l’ottimizzazione di ogni singola fase del processo produttivo.
Attraverso l’integrazione di soluzioni d’avanguardia – che spaziano dalla raffinazione ad alta consistenza alla gestione intelligente del vuoto, fino alla profilatura termica dell’umidità – l’industria del tissue sta dimostrando di poter ridurre drasticamente l’impronta ambientale senza sacrificare la qualità del prodotto o la velocità delle macchine.
In questo scenario, l’approccio sistemico presentato dai leader tecnologici del settore sottolinea che il futuro del comparto passerà inevitabilmente per una gestione sempre più oculata delle risorse idriche e per l’adozione di modelli di economia circolare capaci di chiudere realmente il ciclo dei materiali.
Per l’Italia, che si conferma leader europeo nella produzione, la sfida della decarbonizzazione e dell’efficienza energetica si trasforma così in un’opportunità strategica: quella di guidare la trasformazione tecnologica globale puntando su impianti che sappiano coniugare la drastica riduzione dei consumi con l’eccellenza operativa, garantendo così la resilienza del settore di fronte alle instabilità dei mercati internazionali e alle nuove esigenze della società.
Back


