Authors: Hannu Hämäläinen, Pulp Segment Team Leader and Johan Berglund, Senior Product Developer – BIM Kemi
Derived from the kraft pulping process, tall oil, once underutilised and often burnt for energy, is now recognised as a valuable bio-based raw material. With applications in biofuels, adhesives and pharmaceuticals, its efficient recovery is vital for both economic and environmental sustainability.
Despite its potential, tall oil recovery remains suboptimal in many pulp mills. Losses due to process inefficiencies, foam formation and inadequate separation methods limit the economic and environmental value that could be derived from this resource. In response, several technological advancements, including the strategic use of chemical additives, are helping mills significantly boost their recovery rates without major capital investments.
From by-product to bio-product
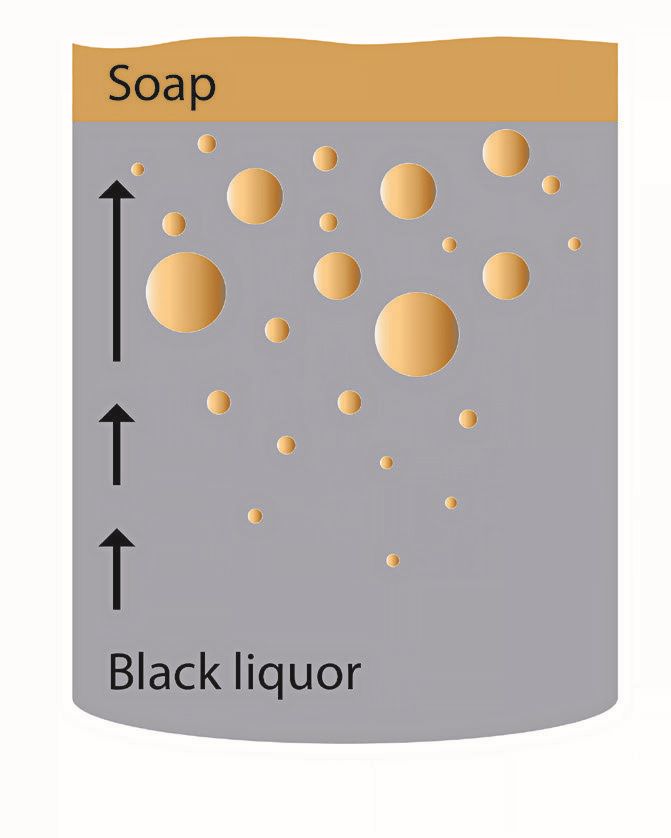
Tall oil (pine oil) is a resinous liquid formed during kraft pulping when softwood chips react with alkaline liquors, producing soap. This soap is skimmed from black liquor and acidulated to yield crude tall oil (CTO). Historically used for energy, tall oil is now valued for its unique chemical composition and bio-based origin, serving as a precursor for high-value products like biofuels, lubricants and coatings, inks, and pharmaceuticals.
Global demand for renewable fuels has elevated tall oil’s market value, currently estimated at €2 billion and projected to reach €3 billion by 2030. Having the right strategy for applying tall oil separation aids has therefore never been so critical to a mill’s financial performance. Even a 1% yield increase can generate hundreds of thousands of euros in added value for a mill.
Challenges of tall oil recovery
Despite its value, tall oil recovery in kraft pulp mills is often inefficient. Studies and industry data show that, on average, conventional methods recover only 80–90% of available tall oil due to:
- Foam formation during brown stock washing, leading to soap loss.
- Incomplete soap separation during evaporation.
- Inefficient separation processes at tall oil plants.
- Variability in raw materials and conditions.
These factors lead to 5–20% losses of the potential tall oil, impacting profitability and sustainability. Addressing these losses requires a multifaceted approach that combines process optimization with targeted chemical solutions.
Methods of tall oil recovery
There are several methods available for recovering tall oil in kraft pulp mills, each varying in complexity, efficiency, and implementation cost. These methods range from long established mechanical separation techniques to more recent advancements involving chemical additives that enhance each step of the process:
1. Soap skimming. Soap is skimmed from black liquor during evaporation. While widely used, it’s limited by process conditions and commonly loses 1–5% of soap. Typically, this method allows for the recovery of up to 90% of the available soap. It requires continuous process monitoring and adjustment. Without effective soap skimming, tall oil recovery is compromised.
2. Acidulation. The skimmed soap undergoes acidulation, where it is mixed with an acid to convert the sodium salts into free fatty and resin acids. Though established, it can be slow and inefficient without additives, requiring precise pH and temperature control. The performance of this phase separation determines the final tall oil yield and quality, and there is a risk of quality variation if not optimally managed.
3. Advanced chemical additives. Recent innovations use targeted chemical solutions to improve each stage of the tall oil recovery process without capital investment, improving yield and product quality. Chemical additives require expert knowledge for dosing and implementation, which is why good cooperation with the chemical supplier, combined with process understanding and on-site support, can unlock significant value from existing operations.
A chemical-based approach to maximizing tall oil yield
Developed by BIM, the BIM Talloil Maximisation concept, BIM TOMAX, is a comprehensive three-part approach designed to improve tall oil yield through targeted chemical applications. It can increase tall oil yield by up to 20% without requiring major capital investment. The concept improves yield at critical stages of the pulp process, during brown stock washing, recovery and at the tall oil plant.
1. BIM Antifoam: Reduces foam during washing, cutting soap loss from 5% to 1%. The dosing method, dosing point, and specific product used are tailored to each mill.
3. BIM Talloil Booster: Accelerates phase separation at the tall oil plant by interacting with the phase interfaces, effectively pushing the layers apart.
2. BIM Soap Booster: Enhances the skimming process, increasing soap yield by up to 20% and tall oil yield by 10%. As the separation is enhanced and improved, the crude tall oil is of better quality and contains fewer inorganic particles.
One of the standout features of the BIM TOMAX concept is its flexibility.
Each component – BIM Antifoam, BIM Soap Booster, and BIM Talloil Booster – can be applied independently, based on the specific needs of a pulp mill. BIM experts conduct on-site evaluations to determine which solution(s) will deliver the best results.
Moreover, the implementation of these solutions does not require process shutdowns or major equipment changes, making them low-risk and cost-effective.
Optimising process control
Another challenge impeding full tall oil yield has been the lack of proper analysis and process control measures throughout the process. The key issue lies in the complex nature of soap in black liquor, which makes real-time analysis and tracking difficult.
BIM addresses this with innovative analytical methods to evaluate soapy liquors, which reinforce the BIM TOMAX concept:
- Visual glass flask separation tests to observe the separation process.
- Heat centrifugal separation to measure the amount of soap that is separable from the black liquor and the quantity of tall oil that can be produced.
- Camera-based image analysis method to quantify soap particles in black liquor.
Environmental and economic benefits
Improving tall oil recovery brings a twofold benefit: it reduces operational costs and adds value. Improved tall oil recovery reduces organic load in recovery cycles, leading to lower maintenance needs in evaporators and recovery boilers, and improved mill energy efficiency.
For pulp mills, the economic returns from even modest yield improvements are significant, considering the scale of production and the market price of tall oil. Key advantages include:
- Higher revenue from increased yield.
- Reduced energy use and waste.
- Lower reliance on fossil-derived chemicals.
- Reduced greenhouse gas emissions
- Better compliance with sustainability regulations.

without dosage.
As demand for renewable raw materials continues to grow, the strategic importance of tall oil will only increase. The market is set for expansion, and mills that optimize their recovery processes now will be better positioned to capitalise on this growth.
Conclusion
Tall oil recovery is a strategic, yet often underexploited, opportunity for pulp mills to enhance both economic and environmental performance. By adopting advanced chemical solutions like BIM TOMAX, mills can transform a once-overlooked by-product into a valuable asset, aligning with the global shift toward a bio-based future.
Back